


 Remote connectivity with automated manufacturing systems has quickly become a routine requirement across the breadth of the manufacturing industry. And for good reason. The ability to monitor, program, and diagnose systems quickly and from virtually anywhere is essential, and having all sensor-level data easily accessible in one place helps ensure that any problems that arise on the sensor level can be identified and resolved in a timely manner.
Remote connectivity with automated manufacturing systems has quickly become a routine requirement across the breadth of the manufacturing industry. And for good reason. The ability to monitor, program, and diagnose systems quickly and from virtually anywhere is essential, and having all sensor-level data easily accessible in one place helps ensure that any problems that arise on the sensor level can be identified and resolved in a timely manner.
Remote monitoring also facilitates flexibility in the location of equipment and personnel resources, resulting in lower costs, greater efficiency, and increased versatility to adjust to internal changes and external trends. Remote connectivity also allows industrial engineers and managers at all levels to plan and make decisions in real-time based on data that comes directly from the source—the machines themselves.
Remote Connectivity and the Industrial Internet of Things
This trend, often called the Industrial Internet of Things (IIoT), is based on a convergence of multiple automation and data communication technologies that, in turn, enable OEMs to incorporate more intricate levels of intelligence into their machines, extending connectivity deeper and deeper into component tiers. In fact, remote monitoring at the PLC level has become quite common across a broad range of industrial automation machines.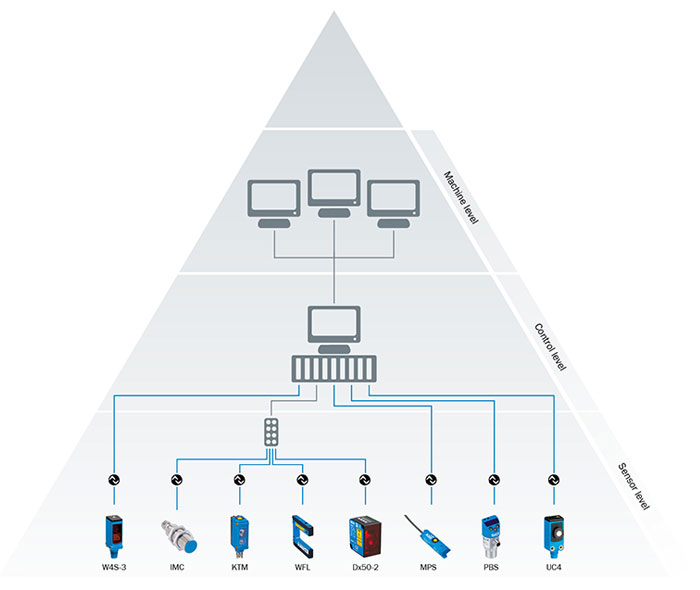
The latest iteration in this ongoing advancement of remote connectivity now makes it possible for OEMs and system owners to access data from machine sensors. Many of the recent generation of these sensors are equipped to operate on most of the common remote monitoring communication platforms, including IO-Link, EtherNet/IP, ProfiBUS, ProfiNET, and EtherCat.
By integrating the sensors with monitoring capability into a process control system, a user can instantly access the device, in a webpage format for example, and perform setup, diagnostic, and process optimization tasks. Using this connectivity, a manufacturing system owner can gain a unique “front line” look into the machines’ efficiency, with data on not only what the sensor is doing, but also how well it is performing that task.
Insight Into Productivity
 Productivity-oriented intelligence capabilities built into some of today’s sensors include remote teach functions or parameter setting that allow owners to commission and adjust the device from a safe and convenient position without having to dismantle the machine. As a result, owners can plan, coordinate, and implement corrective actions and preventive maintenance activities with the minimal effect on overall facility operations.
Productivity-oriented intelligence capabilities built into some of today’s sensors include remote teach functions or parameter setting that allow owners to commission and adjust the device from a safe and convenient position without having to dismantle the machine. As a result, owners can plan, coordinate, and implement corrective actions and preventive maintenance activities with the minimal effect on overall facility operations.
Health Output Monitoring
Intelligent sensors are also self-diagnosing. Via remote connectivity, a sensor can report on various aspects of its condition, from build-ups of dirt and grease that can interfere with performance to operational inconsistencies that may well grow worse and require component replacement. Alignment changes resulting from wear or impacts with objects can also be reported.
For example, safety laser scanners that safeguard workers from process hazards can be remotely checked and adjusted so maintenance employees can address conditions such as dirty or obscured screens, infringed scanner fields, and conditions where a reset may be required, such as the need for device replacement.
Some intelligent sensors offer the flexibility to alert owners of the need for maintenance at a specified condition (e.g., minimal vs. excessive dirt build-up). Often, owners can adjust the sensor’s parameters to compensate for these conditions, keeping the system operational long enough to coincide with a more convenient, less costly and disruptive maintenance and downtime schedule.
Does it Make Sense to Remotely Monitor Sensors?
While manufacturers may like the concept of instantly accessible machine-based data, they need to be sure the economics of the added investment to get that information makes sense. Many respondents to a recent Packaging Machine Manufacturers Institute (PMMI) survey about remote machine monitoring cited cost and limited understanding of value as obstacles to pursuing such initiatives.
For that reason, a manufacturer should assess a variety of enterprise-, plant-, and machine-specific factors to determine whether sensor-based remote monitoring is desirable, let alone feasible. Among the many considerations are:
- Company size
- Number and types of processes or systems to be monitored
- Existing process management systems, inputs, and metrics
- Long-term business objectives
- Asset evaluation
A manufacturer’s existing machine assets will also need evaluation. Intelligent sensors can be retrofitted to many, but not all types of existing industrial equipment, creating the risk of an incomplete picture of system functioning and productivity.
Fortunately, the decision to incorporate remote monitoring via intelligent sensors is not an “all-or-nothing” proposition. The adaptability of these technologies offers the option to perform a staged integration within a company or plant at a pace that is both practical and affordable.
Connectivity Becoming Universal
However a company elects to proceed, there appears to be little doubt that as connectivity becomes more common across the manufacturing environment, the ability to remotely draw, analyze, and manage data from sensors and similar components will take on greater importance. That information, in turn, will become especially valuable in an ever-increasingly dynamic and competitive global business environment, where tolerances for inefficiencies and extra costs are continually minimized.
The versatility and responsiveness already afforded by the integration of these sensors and remote monitoring technologies is sure to flourish in the coming years, creating a value-added attribute desired by owners of automated manufacturing systems regardless of their size and scope of operation.
This article was originally published in Quality Magazine and is published here by permission.


